
Cách lựa chọn khí bảo vệ phù hợp cho hàn TIG/MIG
09/03/2023
Tóm tắt nội dung

Khí bảo vệ hay khí che chắn là một thành phần thiết yếu đối với các quy trình hàn hồ quang. Việc lựa chọn loại khí bảo vệ phù hợp, đúng mục đích hàn là vấn đề đặc biệt quan trọng để có một mối hàn đạt tiêu chuẩn. Có nhiều loại khí bảo vệ khác nhau để lựa chọn, điều này có thể gây khó khăn cho bất kỳ ai mới hàn. Các yếu tố như quy trình hàn, loại vật liệu, nguồn điện, chế độ chuyển dịch hồ quang, độ xuyên thấu và chi phí là các yếu tố phải được xem xét để chọn loại khí phù hợp. Khí Hà Nội cung cấp bài viết này nhằm mục đích nâng cao hiểu biết về khí bảo vệ cũng như giúp bạn lựa chọn loại khí phù hợp nhất.
Tầm quan trọng của khí bảo vệ trong hàn hồ quang TIG/MIG
Khí bảo vệ là một thành phần thiết yếu của bất kỳ quy trình hàn hồ quang nào. Nhiệm vụ chính của khí bảo vệ là bảo vệ vũng hàn khỏi ảnh hưởng của khí quyển, tức là khỏi quá trình oxy hóa và hấp thụ nitơ, đồng thời ổn định hồ quang điện. Nếu không có khí che chắn, hồ quang hàn sẽ trở nên hoàn toàn thất thường, khiến cho vũng hàn trở thành một mớ hỗn độn kim loại hình cầu đầy lỗ và chất bẩn.
Việc lựa chọn khí bảo vệ cũng có thể ảnh hưởng đến các đặc tính của biên dạng ngấu của mối hàn. Hàn có bảo vệ bằng khí mang đến khả năng tùy biến cao hơn bằng cách cho phép lựa chọn riêng biệt vật liệu độn và khí bảo vệ. Một quy trình hàn được bảo vệ bằng loại khí phù hợp sẽ cho ra các mối hàn sạch hơn, dễ kiểm soát hơn và nâng cao năng suất.

Để đạt được các lợi ích tối đa từ việc hàn khí bảo vệ, mỗi yếu tố cần được xem xét cẩn thận, cân nhắc giữa chi phí và lợi ích. Dưới đây là một số yếu tố cần xem xét để lựa chọn loại khí bảo vệ phù hợp.
Các yếu tố cần xem xét khi chọn khí bảo vệ
Việc lựa chọn khí bảo vệ phụ thuộc vào một số yếu tố. Tầm quan trọng của mỗi yếu tố phụ thuộc vào từng trường hợp cụ thể. Ví dụ, hàn MIG (GMAW) với thép sử dụng khí Argon đem lại hiệu quả tốt nhất, nhưng khi chi phí là mối quan tâm lớn nhất, CO2 sẽ là lựa chọn hợp lý so với các hỗn hợp argon khác ngay cả khi lượng bắn tóe tăng lên. Dưới đây là một số điều cần xem xét trước khi chọn khí bảo vệ:
Quy trình hàn
Các quy trình hàn hồ quang phổ biến nhất bao gồm: hàn hồ quang kim loại trong môi trường khí – MIG (GMAW – Gas Metal Arc Welding), hàn hồ quang điện cực tungsten trong môi trường khí – TIG (GTAW – Gas Tungsten Arc Welding) và hàn que – Stick (SMAW).
Trong đó hàn que SMAW có cơ chế tự bảo vệ không yêu cầu khí bảo vệ. Vì chất trợ dung tiếp xúc với điện cực sẽ bốc hơi thành khí bảo vệ trong khi hàn. Các quy trình tự che chắn này thuận tiện vì không cần thêm khí, nhưng sự thuận tiện cũng đi kèm với những hạn chế. Các quy trình tự che chắn tạo ra hồ quang kém ổn định hơn, dẫn đến hiện tượng bắn tóe quá mức. Ngoài sự bắn tóe, thợ hàn cần phải dành thêm thời gian và công sức để loại bỏ lớp xỉ bảo vệ khỏi mối hàn.
Ngược lại, đối với quy trình hàn được bảo vệ bằng khí (MIG/TIG) có ưu điểm là hồ quang, do đó vũng hàn dễ kiểm soát hơn. Ít bắn tóe hơn và dễ dàng làm sạch mối hàn hơn, không cần loại bỏ xỉ. Hàn MIG sử dụng hỗn hợp Argon, CO2 và Heli. Hàn TIG thường sử dụng 100% Argon, nhưng cũng có thể sử dụng hỗn hợp Argon-Heli hoặc hỗn hợp Argon-Hidro.
Loại máy hàn
Không phải máy hàn nào cũng giống nhau, mỗi loại máy hàn được thiết kế để sử dụng với loại khí bảo vệ phù hợp. Một số loại máy hàn áp dụng công nghệ cao có nhiều tính năng, trong đó mỗi danh mục cài đặt lại được đề xuất sử dụng một loại khí khác nhau. Kết quả là một hồ quang được tinh chỉnh để hàn tốt mà không tốn nhiều công sức. Vì vậy, cần phải hiểu cách thức hoạt động của từng máy hàn và sử dụng đúng các hỗn hợp khí được khuyến nghị trong hướng dẫn sử dụng.
Loại vật liệu hàn
Vật liệu là yếu tố quan trọng nhất trong việc lựa chọn khí bảo vệ chính xác. Mặc dù việc sử dụng khí bảo vệ thường có lợi, nhưng hàn bằng khí không tương thích với vật liệu sẽ dẫn đến mối hàn kém, dễ bị nhiễm bẩn và khuyết tật. Một ví dụ điển hình về điều này là với hỗn hợp khí Argon – Hidro. Đối với hàn TIG vật liệu thép không gỉ, hỗn hợp này giúp các mối hàn có độ ngấu tăng lên. Tuy nhiên, nếu dùng hỗn hợp đó trong hàn TIG vật liệu nhôm bạn sẽ có các mối hàn với các lỗ rải rác, được gọi là độ xốp. Vì vậy, một trong những điều đầu tiên phải luôn kiểm tra là tính tương thích của khí với vật liệu.

- Nhôm (Al) và hợp kim của nhôm:
Có thể sử dụng các loại khí bảo vệ như: Argon, hỗn hợp 35% Argon + 65% Heli, hỗn hợp 25% Argon + 75% Heli.- Khí Ar: Ưu điểm có thể sử dụng để hàn trên các chi tiết dày đến 25mm, cho hồ quang ổn định, ít bị văng tóe và kiểu chuyển dịch phun.
- Hỗn hợp 35% Ar + 65% He: Ưu điểm là hàn được các chi tiết dày (từ 25 – 76mm), cho năng lượng hàn cao giúp tăng cường tính chảy loãng của kim loại vũng chảy khi hàn trên các hợp kim nhôm 5XXX (Al + Mg).
- Hỗn hợp 25% Ar + 75% He: Ưu điểm là có thể hàn trên các chi tiết cực dày (trên 76mm), cho năng lượng hàn cao, mối hàn chặt và giảm thiểu nguy có lẫn bọt khí.
- Magie (Mg) hay còn gọi là Magnesium:
Sử dụng khí bảo vệ Argon với hiệu quả làm sạch tốt nhất. - Thép carbon:
Sử dụng hỗn hợp khí Argon + Oxy và Argon + CO2.- Ar + 1-5% Oxy: có ưu điểm giúp tăng cường khả năng ổn định hồ quang, dễ dàng kiểm soát vũng chảy loãng, cho mối hàn sáng đẹp, loại trừ các hiện tượng như cháy biên. So với khí Ar 100%, hỗn hợp khí bảo vệ này cho phép hàn nhanh hơn.
- Ar + 3-10% CO2: Hình dạng tiết diện mối hàn đẹp, hạn chế tối thiểu hiện tượng văn tóe, loại trừ các nguy cơ như thiếu chảy hoặc chồng mép nhưng có hạn chế là chỉ áp dụng được cho tư thế hàn phẳng và góc ngang.
- Thép hợp kim thấp có độ bền cao (HSLA):
Sử dụng khí Ar + Oxy (2%) có ưu điểm là loại trừ nguy cơ cháy biên, mối hàn có độ dai chịu mỏi tốt. - Thép inox:
Sử dụng được các hỗn hợp khí bảo vệ của Argon và Oxy- Hỗn hợp khí Ar + O2 (1%): Có ưu điểm là tăng cường ổn định hồ quang, sự chảy loãng của mối hàn tốt và dễ kiểm soát, bề mặt mối hàn sáng đẹp, hạn chế cháy biên ngay cả khi hàn trên chi tiết dày.
- Hỗn hợp khí Ar + O2 (2%): Cũng có các ưu điểm như khi dùng hỗn hợp khí trên nhưng cho hồ quang ổn định hơn, chất lượng mối hàn cao hơn, sáng đẹp hơn.
- Đồng, niken và hợp kim của niken:
Có thể sử dụng khí Argon tinh khiết hoặc hỗn hợp khí Argon + Nitơ + Heli.- Sử dụng hỗn hợp khí Argon tinh khiết: Độ bám dính mối hàn tốt, độ chảy loãng khi hàn mối hàn trên 3mm.
- Sử dụng hỗn hợp khí Argon + Helium: Giúp tăng năng lượng hàn (50% – 75% He) và khi hàn các chi tiết dày sẽ giúp phân bố nhiệt tốt hơn.
- Titan:
Sử dụng khí bảo vệ là Argon tinh khiết. Ưu điểm là hồ quang ổn định, cho mối hàn sạch và không bị lẫn tạp khí.
- Nhôm (Al) và hợp kim của nhôm:
Chế độ chuyển dịch hồ quang
Chế độ chuyển dịch hồ quang là một thuật ngữ được sử dụng trong các quy trình hàn để mô tả cách kim loại phụ được lắng đọng vào vũng hàn. Lựa chọn chế độ chuyển dịch hồ quang phụ thuộc vào độ dày của vật liệu.
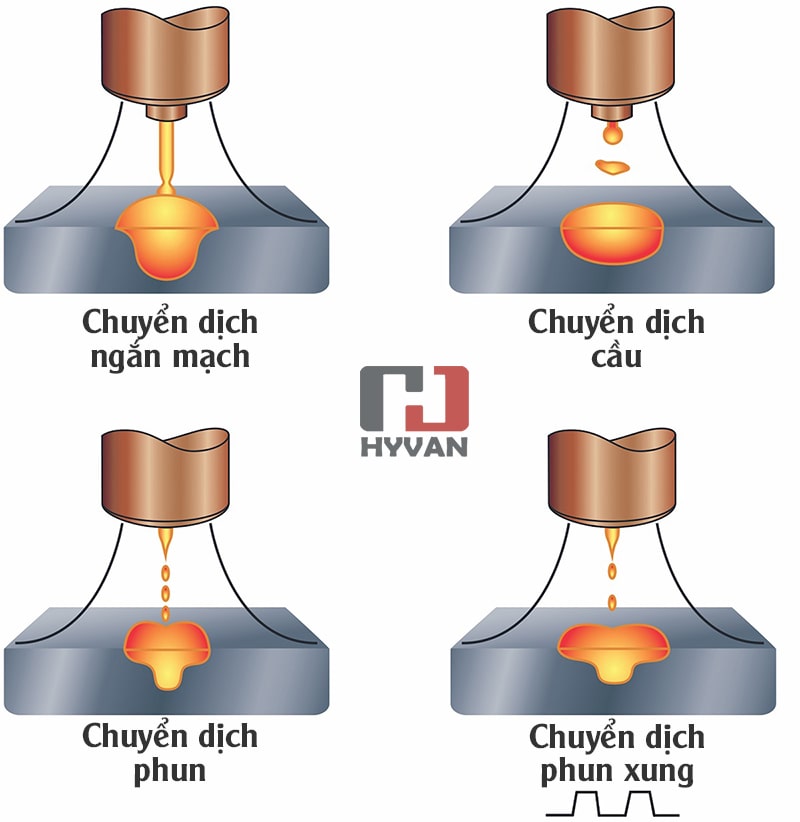
- Chế độ chuyển dịch hồ quang ngắn mạch (Short Arc) làm chảy đầu dây thành một quả bóng, sau đó nhả ra khi tiếp xúc với vũng hàn, gây ra hiện tượng “đoản mạch”. Truyền ngắn mạch được sử dụng để hàn các vật liệu có độ dày từ nhỏ đến trung bình và có khả năng trở thành tia phun trên các vật liệu dày hơn, tùy thuộc vào khí bảo vệ. Khí bảo vệ giàu argon có khả năng tạo ra tia phun. Những loại không chứa argon, chẳng hạn như 100% CO2, không có khả năng truyền phun, bất kể bạn tăng điện áp cao đến mức nào. Để hàn trên vật liệu dày hơn, điều quan trọng là phải chọn đúng loại khí bảo vệ cho chế độ truyền tải mong muốn.
- Chế độ chuyển dịch cầu, kim loại chuyển dịch từ điện cực sang vũng hàn dưới dạng các giọt cầu có kích cỡ không đều và định hướng ngẫu nhiên, kết quả là lượng văng tóe tăng lên đáng kể. Khi hàn với khí CO2 thì có thể giảm sự văng tóe bằng cách hiệu chỉnh thông số hàn sao cho đầu dây hàn nhúng chìm vào trong vũng chảy và hồ quang cháy trong lỗ hổng nằm trong vũng chảy.
- Chế độ chuyển dịch phun xảy ra khi khí bảo vệ có hơn 80% Argon, dây không bao giờ chạm vào vũng hàn, thay vào đó, dây nóng chảy được đẩy xuống vũng hàn dưới dạng những giọt nhỏ. Việc truyền phun có thể tạo ra một vũng hàn dễ kiểm soát mà không có tia bắn tung tóe, mặt đường hàn phẳng phiu hơn. Tuy nhiên, chế độ này không phải lúc nào cũng là lựa chọn tốt nhất vì nó chỉ giới hạn ở các vị trí nằm ngang và bằng phẳng.
Độ ngấu của mối hàn
Độ ngấu của mối hàn là độ sâu của vũng hàn nằm trong vật liệu. Loại khí hoặc hỗn hợp khí bảo vệ có ảnh hưởng trực tiếp đến độ ngấu của mối hàn do bản thân khí trở thành một phần của hồ quang hàn. Plasma (trong trường hợp này là hồ quang) được tạo ra thông qua quá trình ion hóa khí. Mỗi loại khí sẽ có tập hợp các đặc tính độc đáo của riêng nó, cung cấp cho hồ quang hình dạng đặc trưng và sự phân bố nhiệt của nó. Kết quả là mỗi loại khí khác nhau sẽ cho ra các vũng hàn có độ ngấu khác nhau.
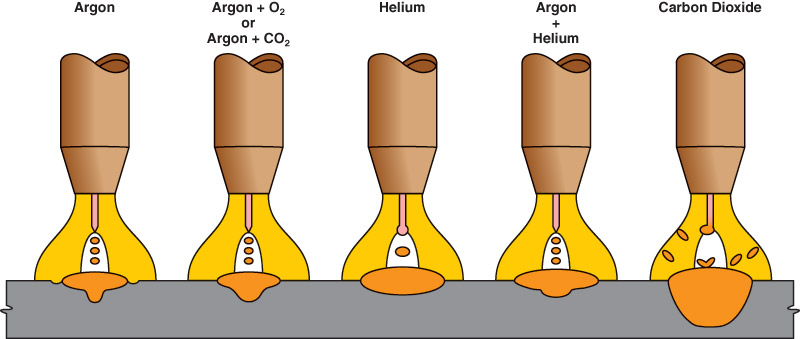
Độ ngấu của vũng hàn không nhất thiết là hình tròn hoặc đồng nhất. Có thể xuất hiện các vũng hàn thâm nhập sâu hơn trực tiếp vào trung tâm khi sử dụng khí Argon. Khí giàu argon sẽ dẫn đến hình dạng không đồng đều, bị chèn ép này. Trong khi khí giàu CO2 hoặc Heli sẽ có sự phân bố thâm nhập đồng đều hơn. Các mỗi hàn phải chịu trọng tải lớn cần vũng hàn có độ ngấu cao.
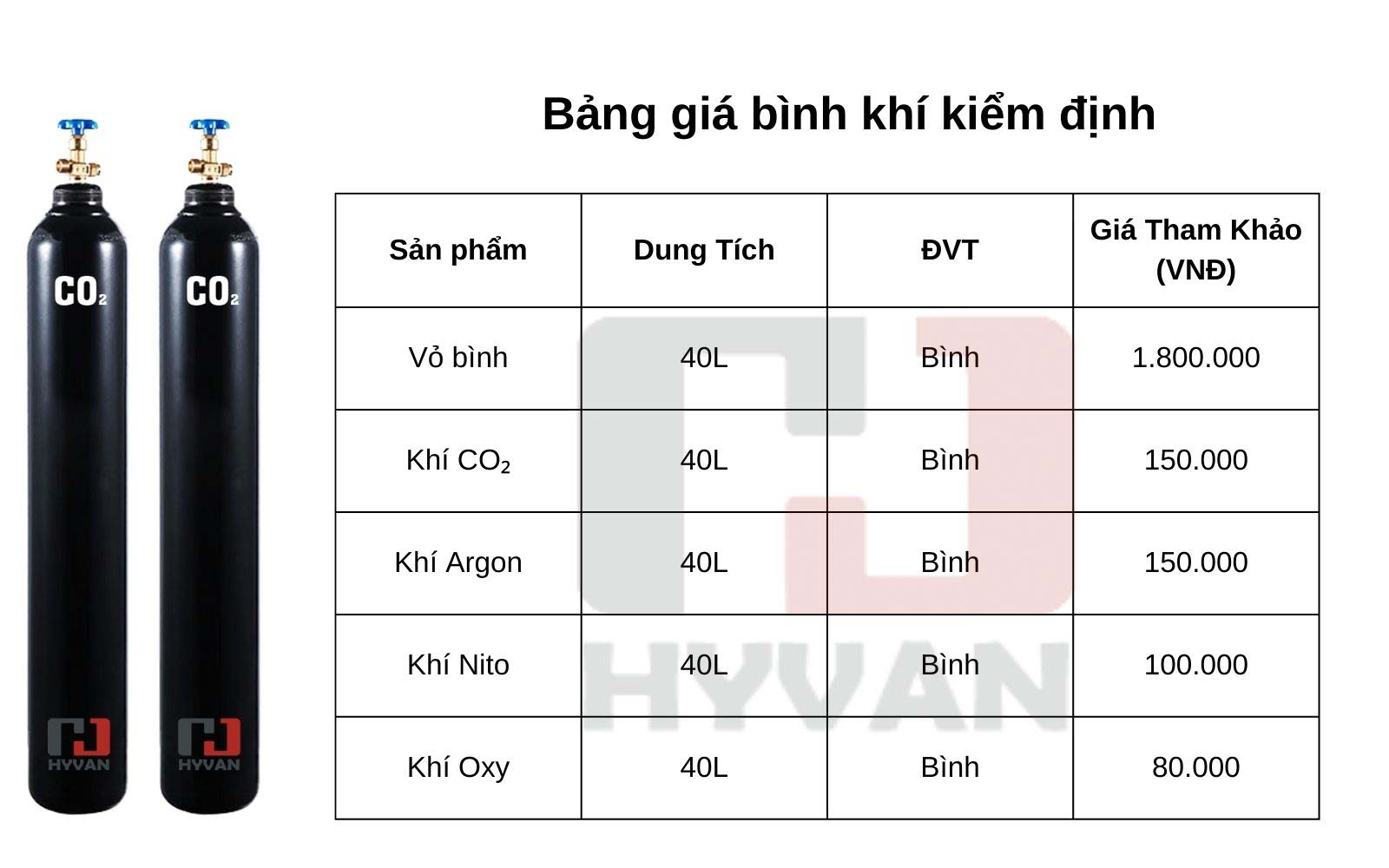
Chi phí
Chi phí là một trong những yếu tố quyết định lớn nhất khi lựa chọn khí bảo vệ. Bất kể vật liệu hay quy trình nào, luôn có sự đánh đổi khi lựa chọn hàn bằng loại khí rẻ hơn. 100% CO2 tiết kiệm chi phí hơn so với bất kỳ hỗn hợp Argon – CO2 nào. Tuy nhiên CO2 có xu hướng tạo ra nhiều tia hơn, cần thời gian để làm sạch mối hàn, dẫn đến tăng thêm chi phí và thời gian sản xuất. Nếu vấn đề văng bắn hoặc mất thêm thời gian không phải là vấn đề đáng lo ngại, thì CO2 thường là lựa chọn được ưu tiên.
Tương tự đối với hàn MIG thép không gỉ, nếu sử dụng các hỗn hợp của Heli sẽ giúp quá trình chuyển dịch hồ quang mượt mà hơn lên các vật liệu mỏng so với các hỗn hợp không chứa Heli. Tuy nhiên để tối ưu hóa chi phí sản xuất, hỗn hợp 98/2 (98% Ar + 2% CO2) thường được ưu tiên sử dụng.
Các loại khí và hỗn hợp khí bảo vệ phổ biến nhất
25% CO2, 75% Argon (C25)
C25 là loại khí lý tưởng cho hàn MIG vì nó cân bằng tốt. Khí aArgon cung cấp môi trường trơ trong khi khí CO2 hoạt tính ổn định hồ quang. Việc bổ sung CO2 tạo ra mối hàn có biên dạng ngấu tròn đều. CO2 được thêm vào giúp đốt cháy các chất gây ô nhiễm như dầu mỡ trên bề mặt kim loại, thứ có nguy cơ xâm nhập vào vũng hàn. CO2 cũng giúp lắng đọng về mặt truyền giọt cho các mạch ngắn. CO2 tạo ra một môi trường trong đó giọt hàn dễ dàng tách ra hơn, làm giảm khả năng truyền hình cầu.
10% CO2, 90% Argon (C10)
C10 là lý tưởng cho những người muốn đạt được sự truyền phun hoặc phun xung ở mức dòng điện thấp hơn so với C25. Một nguyên tắc chung là khí bảo vệ càng có nhiều Argon thì càng cần ít năng lượng để đi vào quá trình truyền phun. Nhược điểm của hỗn hợp này là Argon là một loại khí “nặng”, nó tạo thành những quả cầu kim loại nóng chảy lớn hơn trước khi được giải phóng, gây khó khăn cho việc hàn vật liệu mỏng hơn.
100% CO2 (C100)
CO2 là loại khí phổ biến nhất được sử dụng để hàn thép carbon vì chi phí thấp hơn đáng kể so với C25 hoặc các hỗn hợp Argon khác. Sự đánh đổi là mất ổn định hồ quang. Chỉ sử dụng CO2 sẽ tạo ra hồ quang có âm thanh và hình dạng thất thường hơn, gay gắt hơn, dẫn đến hiện tượng tán xạ tăng lên. Điều này có thể gây ra một vấn đề trong môi trường công nghiệp vì phải mất thời gian để loại bỏ tất cả các tia bắn thêm đó. Đối với những người không cần tuân thủ các tiêu chuẩn hàn hoặc không quan tâm đến tính thẩm mỹ, CO2 là một lựa chọn tốt. Nhưng hãy nhớ rằng 100% CO2 không có khả năng truyền phun.
100% Argon (Argon)
100% argon chỉ được sử dụng khi hàn dây nhôm hoặc bất kỳ quy trình TIG nào. Vì nhôm có thể bị oxy hóa nhanh chóng trong quá trình hàn và nhạy cảm với độ ẩm và tạp chất. Các khí trơ như argon và heli không phản ứng, loại bỏ các nguyên tố không mong muốn.
- Xem thêm: 10 ứng dụng phổ biến của khí Argon
Tri-Mix (Hỗn hợp của heli, argon và CO2)
Heli chiếm phần lớn thành phần của khí trimix, tiếp theo là argon, CO2 hoặc đôi khi là O2 (oxy). Heli trơ, giống như argon, giúp ngăn ngừa ô nhiễm. Heli được coi là khí “nóng hơn”, dẫn đến tăng tính lưu động của vũng hàn và khả năng di chuyển nhanh hơn. Heli cũng hiệu quả để làm khí mồi. Thép không gỉ cũng giống như nhôm, rất nhạy cảm, cần hạn chế CO2 hoặc O2 bổ sung ở một tỷ lệ nhỏ (khoảng 2%).
98% Argon, 2% CO2 (98/2)
98/2 được sử dụng trong hàn thép không gỉ. Nó có giá cả phải chăng hơn tri-mix vì nó không có heli trong hỗn hợp, khiến nó trở thành lựa chọn phổ biến hơn. Nó cũng lý tưởng để sử dụng trên các vật liệu dày hơn vì nồng độ argon cao, giống như trong C10, cho phép truyền phun ở mức dòng điện thấp hơn. Ngoài ra, giống như C10, nhược điểm của hàn với 98/2 là khi hàn trên vật liệu mỏng hơn ở chế độ truyền ngắn mạch, do các giọt lớn, dính bám vào đầu dây.
Khí Hà Nội cung cấp các loại khí hàn, khí bảo vệ, khí che chắn
Trên đây, Khí Hà Nội đã cung cấp cho bạn những kiến thức cơ bản giúp bạn lựa chọn loại khí bảo vệ phù hợp trong quá trình hàn. Việc lựa chọn khí hàn phụ thuộc rất nhiều vào quy trình hàn, loại vật liệu cơ bản và độ dày vật liệu (chế độ truyền được nhắm mục tiêu). Khí bảo vệ trong hàn TIG chủ yếu là khí trơ như argon và heli. Khí bảo vệ trong hàn MIG có thể là một số hỗn hợp khác nhau của khí trơ và khí hoạt tính. Khí Argon lý tưởng để hàn trong truyền phun. Ngược lại, khí heli thích hợp cho chế độ chuyển dịch hồ quang ngắn mạch với thép không gỉ. Giá cả thường có thể là yếu tố quyết định trong sự lựa chọn cuối cùng.

Nếu bạn đang có nhu cầu mua khí bảo vệ, vui lòng liên hệ với chúng tôi ngay hôm nay để nhận tư vấn và giao hàng miễn phí. Tại Khí Hà Nội, chúng tôi cung cấp các loại khí hàn chuyên dụng cho các mục đích khác nhau. Ngoài ra, chúng tôi cũng cung cấp đầy đủ các loại máy hàn que, máy hàn TIG, máy hàn MIG tùy thuộc vào nhu cầu cụ thể của bạn.
Khí Hà Nội là một trong những nhà cung cấp khí công nghiệp uy tín hàng đầu, chúng tôi chuyên sản xuất, chiết nạp, bán lẻ khí công nghiệp chất lượng cao.
Quý khách hàng có nhu cầu đặt hàng có thể liên hệ số điện thoại 0969.690.155 để được tư vấn trực tiếp, miễn phí!



Danh mục sản phẩm
Bài viết nổi bật







